









DN25 25A sch160 90 გრადუსიანი იდაყვის მილის ფიტინგები
ქარხნული DN25 SCH160 90-გრადუსიანი იდაყვი არის ზუსტად დაპროექტებული, მაღალი წნევის მილის ფიტინგები, რომელიც შექმნილია კრიტიკული გამოყენებისთვის, სადაც საიმედოობა და სტრუქტურული მთლიანობა უპირობოა. დამზადებულია უნაკერო ASTM A234 WPB ნახშირბადოვანი ფოლადისგან ASME B16.9 სტანდარტების სრული დაცვით, ეს 1.5D გრძელი რადიუსის იდაყვი წარმოადგენს ოპტიმალურ გადაწყვეტას Schedule 160 მაღალი წნევის მილსადენების სისტემებში ინტეგრირებისთვის. მისი უნაკერო კონსტრუქცია უზრუნველყოფს წნევის შესანიშნავ შეკავებას, გამორჩეულ დაღლილობისადმი მდგრადობას და გაძლიერებულ უსაფრთხოებას შედუღებულ ფიტინგებთან შედარებით, რაც მას სასურველ კომპონენტად აქცევს ნავთობქიმიური, ელექტროენერგიის წარმოების და ნავთობისა და გაზის ინფრასტრუქტურის მომთხოვნი მომსახურებისთვის.
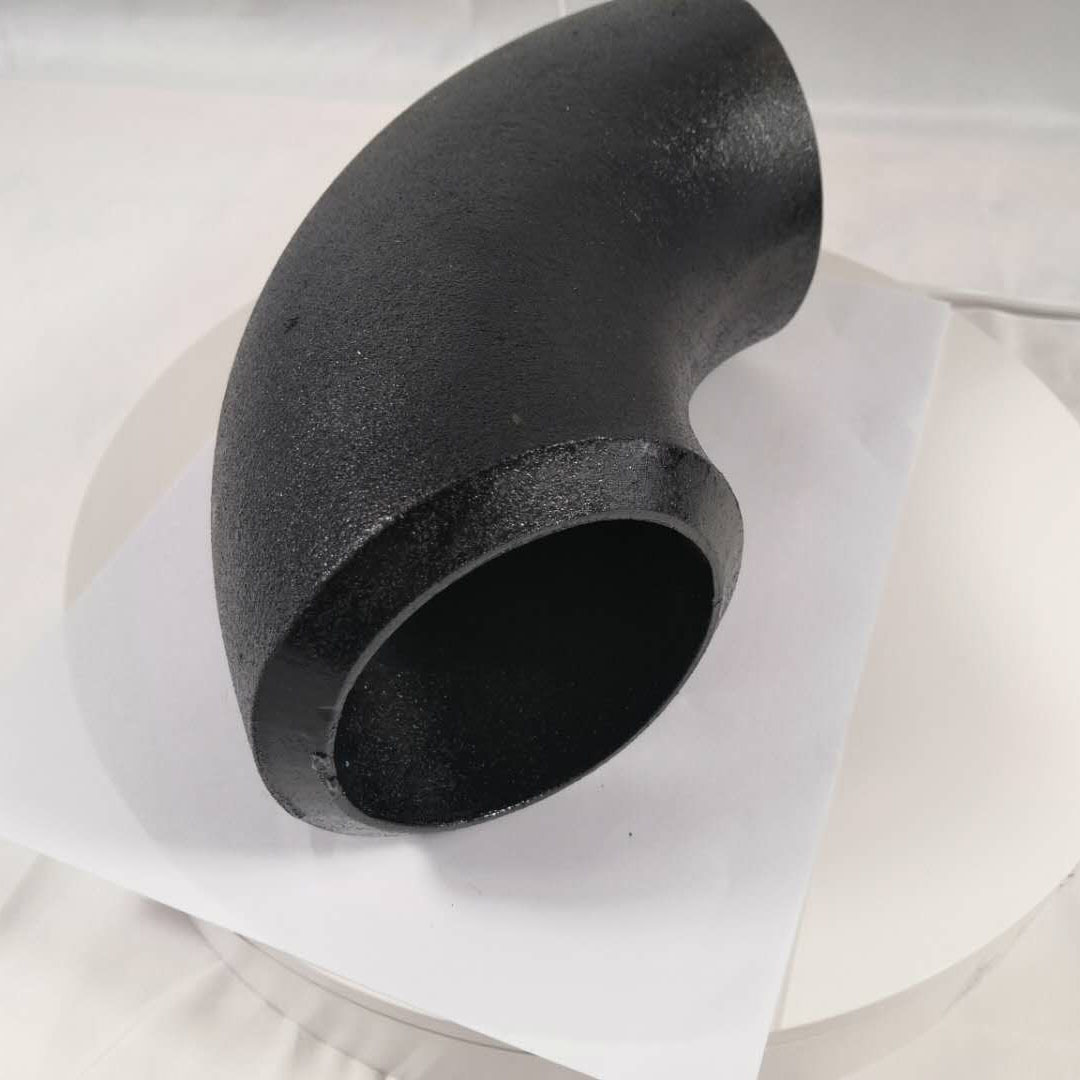
ეს იდაყვი შექმნილია მაღალი წნევის სითხის ნაკადის გლუვი 90 გრადუსიანი მიმართულების ცვლილების უზრუნველსაყოფად, რაც მინიმუმამდე ამცირებს ტურბულენტობას და სისტემურ წნევის ვარდნას მისი ოპტიმიზებული 1.5D მოხრის რადიუსის წყალობით. ASTM A234 WPB მასალის სპეციფიკაცია გარანტიას იძლევა შესანიშნავ შედუღებადობაზე და მყარ მექანიკურ თვისებებზე, რაც საშუალებას იძლევა შეიქმნას ძლიერი, გაჟონვისგან თავისუფალი შედუღებული შეერთებები, რომლებიც მილსადენის განუყოფელი ნაწილი ხდება. შექმნილია ხანგრძლივი მომსახურებისა და ურყევი მუშაობისთვის მკაცრ სამუშაო გარემოში, ეს ფიტინგები ფუნდამენტური საშენი მასალაა მთელი მსოფლიოს მასშტაბით ინჟინრებისა და კონტრაქტორებისთვის, რომლებიც ერთგულნი არიან გამძლე, მაღალი მთლიანობის მილსადენების ქსელების მშენებლობისა.
პროდუქტის პარამეტრები
| პროდუქტის დასახელება | მილის იდაყვი |
| ზომა | 1/2"-36" უნაკერო იდაყვი (SMLS იდაყვი), 26"-110" შედუღებული ნაკერით. უდიდესი გარე დიამეტრი შეიძლება იყოს 4000 მმ |
| სტანდარტული | ANSI B16.9, EN10253-2, DIN2605, GOST17375-2001, JIS B2313, MSS SP 75 და ა.შ. |
| კედლის სისქე | STD, XS, XXS, SCH20, SCH30, SCH40, SCH60, SCH80, SCH160, XXS და ა.შ. |
| ხარისხი | 30° 45° 60° 90° 180° და ა.შ. |
| რადიუსი | LR/გრძელი რადიუსი/R=1.5D, SR/მოკლე რადიუსი/R=1D |
| დასასრული | დახრილი ბოლო/BE/კონტრასტული შედუღება |
| ზედაპირი | ბუნების ფერი, ლაქირებული, შავი შეღებვა, ჟანგის საწინააღმდეგო ზეთი და ა.შ. |
| მასალა | ნახშირბადოვანი ფოლადი:A234WPB, A420 WPL6 St37, St45, E24, A42CP, 16Mn, Q345, P245GH, P235GH, P265GH, P280GH, P295GH, P355GH და ა.შ. |
| მილსადენის ფოლადი:ASTM 860 WPHY42, WPHY52, WPHY60, WPHY65, WPHY70, WPHY80 და ა.შ. | |
| Cr-Mo შენადნობი ფოლადი:A234 WP11, WP22, WP5, WP9, WP91, 10CrMo9-10, 16Mo3, 12crmov და ა.შ. | |
| აპლიკაცია | ნავთობქიმიური მრეწველობა; ავიაცია და აერონავტიკა; ფარმაცევტული მრეწველობა, გაზის გამონაბოლქვი; ელექტროსადგური; გემთმშენებლობა; წყლის გამწმენდი და ა.შ. |
| უპირატესობები | მზა მარაგი, უფრო სწრაფი მიწოდების დრო; ხელმისაწვდომია ყველა ზომაში, ინდივიდუალურად მორგებული; მაღალი ხარისხი |
მილების ფიტინგები
კონდახით შედუღებული მილების ფიტინგები მოიცავს ფოლადის მილის იდაყვებს, ფოლადის მილის სამჭედლოს, ფოლადის მილის შემდუღებელს და ფოლადის მილის თავსახურს. ყველა ეს კონდახით შედუღებული მილის ფიტინგები, რომელთა მიწოდებაც ერთად შეგვიძლია, 20 წელზე მეტი წარმოების გამოცდილებით შეგვიძლია.
თუ თქვენ ასევე დაინტერესებული ხართ სხვა აქსესუარებით, გთხოვთ, დააჭიროთ შემდეგ ბმულს დეტალების სანახავად.
მილის მაისური მილის რედუქტორი მილის თავსახური მილის მოხრა ყალბი ფიტინგები
მასალა და წარმოება:
ეს იდაყვი დამზადებულია ASTM A234 WPB უნაკერო მილისგან, რომელიც წარმოადგენს ნაჭედ ნახშირბადოვანი ფოლადის მასალას, რომელიც განკუთვნილია საშუალო ტემპერატურის პირობებში მომსახურებისთვის და გთავაზობთ სიმტკიცისა და სიმტკიცის ოპტიმალურ ბალანსს. წარმოებაში გამოიყენება უნაკერო ცხელი ბიძგის ან ინდუქციური გათბობისა და მოხრის პროცესი. ეს მეთოდი უზრუნველყოფს, რომ იდაყვი თავისუფალი იყოს ნებისმიერი გრძივი შედუღების ნაკერისგან, რითაც აღმოიფხვრება სისუსტის პოტენციური ხაზი. ფორმირების შემდეგ, თითოეული ფიტინგები გადის ნორმალიზებულ თერმულ დამუშავებას მარცვლოვანი სტრუქტურის დასახვეწად, ფორმირების დაძაბულობის შესამსუბუქებლად და მასალის ოპტიმალური მექანიკური თვისებების აღსადგენად.
ზუსტი განზომილებიანი კონტროლი:
დამზადებულია ASME B16.9 განზომილებიანი ტოლერანტობის მკაცრი დაცვით.
- გარე დიამეტრი: 33.4 მმ (±0.8 მმ ტოლერანტობა).
- კედლის სისქე: შეესაბამება SCH160-ის მინიმალურ კედლის სისქეს (დაახლოებით 6.55 მმ). წარმოება უზრუნველყოფს კედლის ერთგვაროვან სისქეს, ექსტრადოებზე გათხელებით, რომელიც მკაცრად კონტროლდება ASME-ს მიერ დაშვებულ ზღვრებში.
- ცენტრიდან ბოლომდე ზომა: ზუსტად შენარჩუნებულია 38 მმ-ზე (±1.5 მმ).
- არამრგვალება: მილის ბოლოებში მკაცრად კონტროლირებადია იდეალური გასწორებისა და შესაერთებელ მილთან მორგების უზრუნველსაყოფად.
- შედუღების კუთხე: ორივე ბოლო აღჭურვილია დამუშავებული 37.5°-იანი შედუღების კუთხეთი 1.6 მმ (±0.8 მმ) დახრილობით, რაც უზრუნველყოფს სუფთა და თანმიმდევრულ მომზადებას მაღალი მთლიანობის შედუღებისთვის.
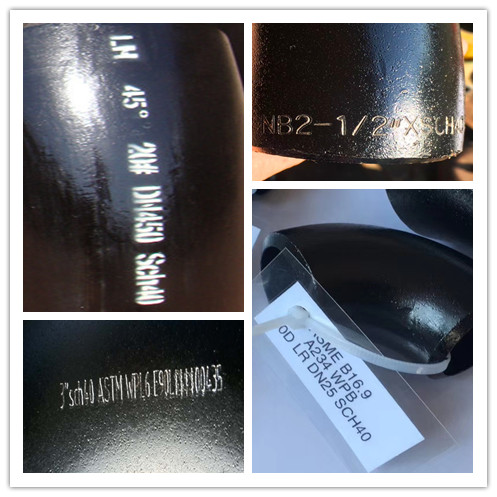
ზედაპირი და მარკირება:
შიდა და გარე ზედაპირები გლუვია, რაც ხელს უწყობს ნაკადის შეუფერხებელ გზას წნევის დანაკარგის შესამცირებლად. სტანდარტულად, ზედაპირი მოწოდებულია შავი ფერის, ფრჩხილის ნაჭრის საფარით; მოთხოვნის შემთხვევაში შესაძლებელია ქვიშაქვით დამუშავება Sa2.5 სისუფთავემდე. თითოეული იდაყვი მუდმივად მონიშნულია ASTM A960 სტანდარტის შესაბამისად, მათ შორის: მასალის კლასი (A234 WPB), ზომა (1" SCH160), მწარმოებლის იდენტიფიკაცია ან ბრენდი და თვალყურის დევნებადი თბოიზოლაციის ნომერი.
ნედლეულის ვერიფიკაცია:
წარმოებაში გამოყენებული ASTM A234 WPB უნაკერო მილების თითოეულ პარტიას თან ახლავს ASTM A960-ის შესაბამისი დაფქვის ტესტის სერტიფიკატი. მიღებისთანავე, ჩვენ ვატარებთ სპექტროქიმიურ ანალიზს, რათა დავადასტუროთ სტანდარტის ქიმიური შემადგენლობის მოთხოვნებთან შესაბამისობა ისეთი ელემენტებისთვის, როგორიცაა ნახშირბადი, მანგანუმი, სილიციუმი, ფოსფორი და გოგირდი. ერთი და იგივე თერმული პარტიიდან აღებული ნიმუშები გადის მექანიკურ თვისებებს, რათა დადასტურდეს, რომ ისინი აკმაყოფილებენ A234 WPB სპეციფიკაციებს (მაგ., მინიმალური დაჭიმვის სიმტკიცე 415 მპა, მინიმალური დენადობის ზღვარი 240 მპა).
განზომილებიანი და გეომეტრიული შემოწმება:
თითოეული დასრულებული იდაყვი გადის 100%-იან განზომილებიან შემოწმებას.
- ციფრული კალიპერები და ულტრაბგერითი სისქის საზომები გამოიყენება გარე დიამეტრისა და კედლის სისქის სხვადასხვა წერტილში ზუსტად გასაზომად, განსაკუთრებული ყურადღება ეთმობა ექსტრადოებს (გარე მოხრას), სადაც შეიძლება მოხდეს გათხელება.
- პროტრაქტორები და ცენტრიდან ბოლომდე საზომები ადასტურებენ 90-გრადუსიან მოხრის კუთხეს და ცენტრიდან ბოლომდე მანძილს.
- მომრგვალების შეუსაბამობის საზომები ამოწმებენ პორტის ელიფსურობას.
- შედუღების დახრილობის საზომები უზრუნველყოფენ, რომ დახრილობის კუთხე და მიწის ზომები შეესაბამებოდეს შედუღების სპეციფიკაციებს.
ზედაპირული და არადესტრუქციული ტესტირება (NDT):
- ვიზუალური შემოწმება: შიდა და გარე ზედაპირების საფუძვლიანი შემოწმება დეფექტების, როგორიცაა ბზარები, ნაკერები ან ლამინაციები, აღმოსაჩენად.
- მაგნიტური ნაწილაკების ტესტირება (MT) ან სითხის შეღწევადობის ტესტირება (PT): ზედაპირული და ზედაპირთან ახლოს არსებული დეფექტების გამოსავლენად, ამ მეთოდების გამოყენებით მოწმდება მთელი გარე ზედაპირი, მათ შორის დახრილი ბოლოები. ამ ტესტირებას ატარებენ ASNT SNT-TC-1A II დონის სერტიფიცირებული პერსონალი.
- ულტრაბგერითი სისქის (UT) სკანირება: ფოკუსირებული სკანირება ტარდება ექსტრადოებსა და სხვა პოტენციურად გათხელებულ ადგილებზე იმის უზრუნველსაყოფად, რომ კედლის სისქე აკმაყოფილებს ან აღემატება დიზაინის მინიმუმს.
პროცესის კონტროლი და ვერიფიკაცია:
- თერმული დამუშავების მონიტორინგი: ნორმალიზაციის თერმული დამუშავების ტემპერატურისა და დროის მრუდები ავტომატურად იწერება და არქივდება, რაც უზრუნველყოფს პროცესის თანმიმდევრულობას და მიკვლევადობას.
- ჰიდროსტატიკური ტესტირება (არასავალდებულო): კლიენტის მოთხოვნით, ცალკეული იდაყვები შეიძლება დაექვემდებაროს ჰიდროსტატიკური წნევის ტესტირებას, როგორც წესი, შესაბამისი ტემპერატურისთვის დადგენილ წნევაზე 1.5-ჯერ მეტს, წნევის შემცველი მთლიანობისა და გაჟონვისადმი ჰერმეტულობის დასადასტურებლად.
საბოლოო შემოწმება და დოკუმენტაცია:
ყველა შემოწმების მონაცემი აღირიცხება შემოწმებისა და ტესტირების გეგმაში (ITP). ყველა შემოწმების წარმატებით გავლილი პროდუქტები იღებენ საბოლოო შემოწმების გაცემის სერტიფიკატს. ხელმისაწვდომი დოკუმენტაციის სრული პაკეტი მოიცავს: დაფქვის ტესტირების სერტიფიკატს (MTC 3.1), განზომილებიანი შემოწმების ანგარიშს, არადესტრუქციული ტესტირების ანგარიშებს (ასეთის არსებობის შემთხვევაში), თერმული დამუშავების ჩანაწერებს და მესამე მხარის შემოწმების ანგარიშებს (კლიენტის მოთხოვნის შემთხვევაში).
იდაყვის ზედაპირი
ქვიშის აფეთქება
ცხელი ფორმირების შემდეგ, ზედაპირის სისუფთავისა და გლუვი გახდომისთვის, ჩვენ ვახორციელებთ ქვიშის აფეთქებას.
ქვიშით აფეთქების შემდეგ, ჟანგის თავიდან ასაცილებლად, უნდა შეიღებოს შავი საღებავი ან შეიღებოს ჟანგის საწინააღმდეგო ზეთი, შეიღებოს ცხელი გალვანიზაცია (HDG), დაიფაროს ეპოქსიდური ფისით, დაიფაროს ზედაპირი და ა.შ. ეს დამოკიდებულია მომხმარებლის მოთხოვნაზე.
თერმული დამუშავება
1. შეინახეთ ნედლეულის ნიმუში კვალის აღსადგენად.
2. თერმული დამუშავების სტანდარტის მკაცრად დაცვით მოწყობა.
მარკირება
სხვადასხვა მარკირების სამუშაოები, შესაძლებელია მოღუნვა, შეღებვა, ეტიკეტირება ან თქვენი მოთხოვნის შესაბამისად. ჩვენ ვიღებთ თქვენი ლოგოს მარკირებას.

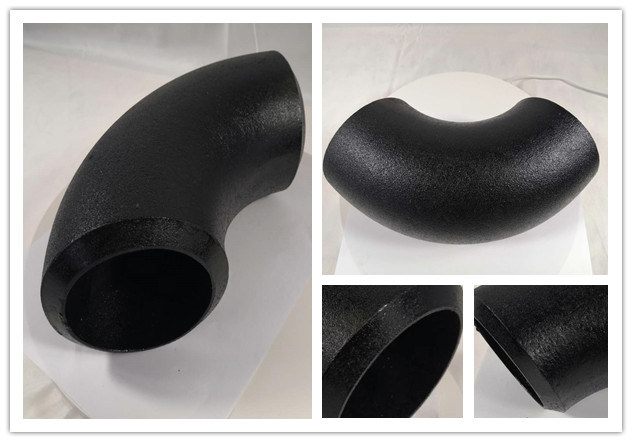
დეტალური ფოტოები
1. დახრილი ბოლო ANSI B16.25 სტანდარტის შესაბამისად.
2. ჯერ ქვიშით დაამუშავეთ, შემდეგ კი იდეალური შეღებვა. ასევე შესაძლებელია ლაქის წასმა.
3. ლამინირებისა და ბზარების გარეშე.
4. შედუღების შეკეთების გარეშე.
ინსპექტირება
1. ზომების გაზომვები, ყველა სტანდარტული ტოლერანტობის ფარგლებში.
2. სისქის ტოლერანტობა: +/-12.5%, ან თქვენი მოთხოვნის შემთხვევაში
3. PMI
4. მონტანას, იუტას, რენტგენის ტესტი
5. მესამე მხარის ინსპექტირების მიღება
6. MTC, EN10204 3.1/3.2 სერტიფიკატის მიწოდება


შეფუთვა და გადაზიდვა
საბოლოო დამტკიცების შემდეგ, თითოეული DN25 SCH160 იდაყვი დაუყოვნებლივ იფარება ანტიკოროზიული ზეთით დახრილ ბოლოებსა და დამუშავებულ ზედაპირებზე. შემდეგ ის ინდივიდუალურად იკვრება ორთქლის კოროზიის ინჰიბიტორის (VCI) პლასტმასის პარკში, რაც უზრუნველყოფს კოროზიისგან მტკიცე დაცვას ტრანსპორტირებისა და შენახვის დროს. დიდი რაოდენობით შეკვეთების შემთხვევაში, ინდივიდუალურად შეფუთული იდაყვები მოწესრიგებულად არის განლაგებული მყარ, ექსპორტისთვის განკუთვნილ ხის ყუთებში ან გამაგრებულ მუყაოს კოლოფებში, შიდა ქაფიანი ან მუყაოს გამყოფებით, კონტაქტის დაზიანების თავიდან ასაცილებლად. ყუთები გარედან გამაგრებულია ფოლადის თასმებით და მკაფიოდ არის მონიშნული დამუშავების სიმბოლოებით, როგორიცაა „მყიფე“ და „შეინარჩუნეთ მშრალად“.

მრავალმხრივი სამრეწველო გამოყენება:
ეს მაღალი წნევის, მძიმე კედლის მქონე იდაყვი იდეალური არჩევანია კრიტიკული გამოყენებისთვის ძირითად ინდუსტრიებში:
- ნავთობი და გაზი: მაღალი წნევის ხაზები ჭაბურღილის თავის აგრეგატებში, საზომი სლაიდები, საკომპრესორო სადგურის მილსადენები და მაღალი წნევის ჰიდროგადამამუშავებელი დანადგარები ნავთობგადამამუშავებელ ქარხნებში.
- ელექტროენერგიის გენერაცია: მაღალი წნევის წყლის მიმწოდებელი ხაზები, ორთქლის შემოვლითი სისტემის მთავარი სისტემები და მაღალი წნევის გამათბობლების შეერთებები ელექტროსადგურებში.
- ქიმიური და ნავთობქიმიური: მაღალი წნევის რეაქტორების მიწოდებისა და გამონადენის ხაზები, მაღალი წნევის თბოგამცვლელების შეერთებები და მილსადენები მაღალი წნევის სინთეზის პროცესებში (მაგ., შარდოვანა).
- სამრეწველო დანადგარები: მაღალი წნევის ტუმბოების, ჰიდრავლიკური სისტემის ხაზების და ძლიერი წნევის ციკლის ან პულსაციის მქონე აპლიკაციების შესასვლელი და გამოსასვლელი მილსადენები.
ჩვენი კონკურენტული უპირატესობები:
- სპეციალიზაცია მაღალი წნევის ფიტინგებში: ჩვენ გვაქვს SCH160 და უფრო მაღალი კლასის ფიტინგების წარმოებაში სპეციალიზებული ექსპერტიზა, მასალის შერჩევით და პროცესის კონტროლით, რომელიც სპეციალურად მაღალი წნევის მომსახურებისთვისაა ოპტიმიზირებული.
- უწყვეტი მთლიანობის გარანტია: უწყვეტი წარმოების ტექნოლოგიისადმი ჩვენი ერთგულება გამორიცხავს შედუღების ნაკერებთან დაკავშირებულ რისკებს, რაც ჩვენს კლიენტებს უსაფრთხოებისა და საიმედოობის უმაღლეს დონეს სთავაზობს.
- მკაცრი ხარისხის მართვა: მრავალსაფეხურიანი შემოწმების პროტოკოლი, რომელიც მოიცავს წარმოების თითოეულ ეტაპზე მკაცრ შემოწმებას - განსაკუთრებით მაღალი წნევის კომპონენტებისთვის კრიტიკულ არადენომეტრულ ტესტირებას - უზრუნველყოფს გამომავალი პროდუქციის ნულოვანი დეფექტის ფილოსოფიას.
მილსადენების ფიტინგები მილსადენების სისტემის უმნიშვნელოვანესი კომპონენტებია, რომლებიც გამოიყენება სითხეების შეერთების, გადამისამართების, გადამისამართების, ზომის შეცვლის, დალუქვის ან ნაკადის კონტროლისთვის. ისინი ფართოდ გამოიყენება ისეთ სფეროებში, როგორიცაა მშენებლობა, მრეწველობა, ენერგეტიკა და მუნიციპალური მომსახურება.
ძირითადი ფუნქციები:მას შეუძლია შეასრულოს ისეთი ფუნქციები, როგორიცაა მილების შეერთება, ნაკადის მიმართულების შეცვლა, ნაკადების გაყოფა და შერწყმა, მილების დიამეტრის რეგულირება, მილების დალუქვა, კონტროლი და რეგულირება.
გამოყენების სფერო:
- შენობის წყალმომარაგება და კანალიზაცია:წყლის მილების ქსელებისთვის გამოიყენება PVC იდაყვები და PPR ტრიები.
- სამრეწველო მილსადენები:ქიმიური ნივთიერებების ტრანსპორტირებისთვის გამოიყენება უჟანგავი ფოლადის ფლანგები და შენადნობის ფოლადის იდაყვები.
- ენერგიის ტრანსპორტირება:მაღალი წნევის ფოლადის მილების ფიტინგები გამოიყენება ნავთობისა და გაზის მილსადენებში.
- HVAC (გათბობა, ვენტილაცია და კონდიცირება):სპილენძის მილების ფიტინგები გამოიყენება მაცივარ-საშუალების მილსადენების შესაერთებლად, ხოლო მოქნილი შეერთებები - ვიბრაციის შესამცირებლად.
- სასოფლო-სამეურნეო ირიგაცია:სწრაფი შემაერთებლები ხელს უწყობენ სარწყავი სისტემების აწყობას და დაშლას.
-

SUS304 316 უჟანგავი ფოლადის კონდახით შედუღებული ფიტინგები B...
-

ASME B16.9 A105 A234WPB ნახშირბადოვანი ფოლადის კონდახის შედუღება ...
-

Asme b16.9 გრაფიკი 80 ფოლადის მილების ფიტინგები tee ...
-

უჟანგავი ფოლადის A403 WP316 კონდახით შედუღებული მილის შესაერთებელი...
-

A234WPB შავი უნაკერო ფოლადის მილის ფიტინგები unequ ...
-

ნახშირბადოვანი ფოლადი A105 A234 WPB ANSI B16.49 3d 30 45...




